塑料袋制作過程可分為:PE原材料--->吹膜--->彩印--->切膜--->制袋--->打包--->產(chǎn)品
一、PE原材料
塑料薄膜可以采用擠出吹塑法、T型模法、雙向拉伸法、壓延法和流延法制得。其中擠出吹塑法和流延法 為常用,故塑料薄膜又分為吹塑膜和流延膜。
二、吹膜
是將樹酯熔融通過圓形口模頭擠出吹脹,牽引冷卻而形成的薄膜叫做吹塑薄膜。塑料吹脹薄膜的特性:吹脹薄膜由于少量分子在吹脹和牽引力的作用下發(fā)生定向,因此抗拉強度要比流延薄膜高。流延薄膜 是把樹酯熔融,從T型口模頭擠出成膜。流延在冷卻輥筒上,然后從冷卻輥筒上剝離下來的薄膜,稱為塑料流延薄膜,塑料流延薄膜有定向拉伸薄膜和未拉伸薄膜。
三、彩印過程:
按要求設(shè)定出圖案,通過彩印機打印到塑料薄膜上。
1、復合
將上述各種包裝材料復合在一起形成一個多層結(jié)構(gòu)的方法有:復合方式有干式復合、濕式復合、擠出復合、無溶劑復合、共擠出復合工藝 、涂布復合工藝、熱壓復合工藝等。下面就常見的復合方式進行簡單介紹:
(1)干式復合法 —是粘合劑(膠水)涂在一種塑料薄膜上,然后通過烘道把多余的溶劑揮發(fā)掉,再用熱壓輥和另一種塑料薄膜壓合在一起的復合加工藝。
(2)濕法復合是在鋁箔、塑料薄膜或紙的表面涂布一層水溶性粘合劑,在粘合劑還處于濕的狀態(tài)下,通過復合夾輥與另一基材紙或玻璃紙等復合在一起,再經(jīng)過熱烘道干燥即成為復合薄膜。
(3)無溶劑復合是采用無溶劑型粘合劑,將兩種基材復合在一起的一種方法。無溶劑復合機除無烘干裝置外,其它與干法復合機大致相同。
(4)擠出復合一般是以PE作為粘合劑,經(jīng)擠出機T型模頭擠出后成熔融薄膜,在粘合劑處于熔融狀態(tài)時將兩種基材粘合在一起,冷卻定型后成為復合薄膜。
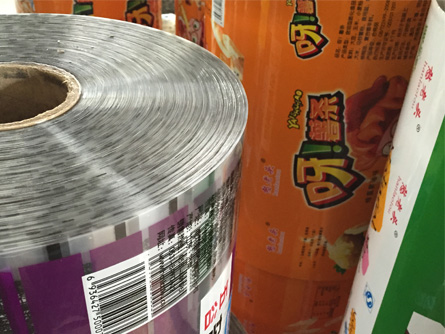
四、切膜
復合后的原料薄膜很寬,按塑料袋的標準,將其分切成需要寬度的薄膜。所用的機器為分切機。
五、制袋過程
通過超聲波高頻熔接或熱封刀熱封成三邊熔封一邊敞開的內(nèi)套袋。所需機器為三邊制袋機
6)打程:
該過程在包裝生產(chǎn)線上完成,所生產(chǎn)的成品:該過程在包裝生產(chǎn)線上完成,所生產(chǎn)的成品。